Az elektróda jelölés olvasásának ismerete segíthet a kezdő hegesztőnek a megfelelő fogyóanyagok kiválasztásában. Ez a készség a termeléshez szükséges áruk beszerzéséhez szükséges. A hegesztés minősége és a termék ára a helyes választástól függ. Nézzük meg, mit jelentenek az egyes betűk vagy számok a kódban, milyen elektródatípusok léteznek, és milyen egyéb, a termékválasztáshoz hasznos információkkal szolgálnak.

- Az elektródák típusai
- Elektróda osztályok
- Elektródák átmérője
- Az elektródák típusai
- Bevonatvastagsági együttható
- Index csoport
- A bevonat típusa
- Térbeli helyzet
- Hegesztési áram jellemzői
Hol található a jelölés
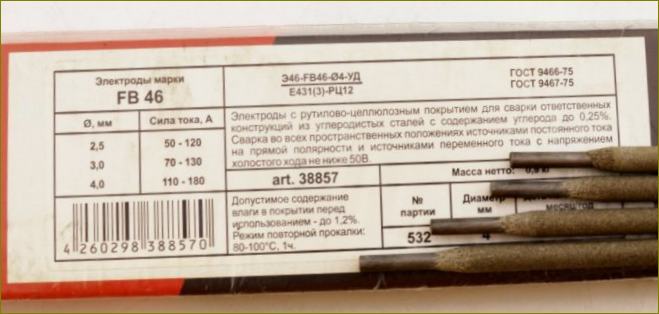
A jelölés a fémrúd és a bevonat tulajdonságainak és jellemzőinek feltüntetésére szolgál, amelyek befolyásolják az ív égési folyamatát és a hegesztési kötés kialakulását. Maguk az elektródák a GOST 9466-75 és a GOST 9467-75 szerint készülnek, és fel vannak címkézve, hogy a felhasználó meg tudja nézni a jelölést, és megértse, hogyan kell a legjobban használni a hegesztőfogyóanyagokat.
A jelölés mindig a csomagoláson található. A felirat fehér vagy kék alapon, díszítésektől mentesen szerepel. Az olvadó bevonatot a tartóba helyezett elektróda végén is jelölik. Egyes gyártók további információkat adnak meg a csomagolás oldalán, de ez nem követelmény.
Miből áll az elektródabevonat?
Ezért az elektródabevonatban lévő megnevezéssel megkülönböztethető:
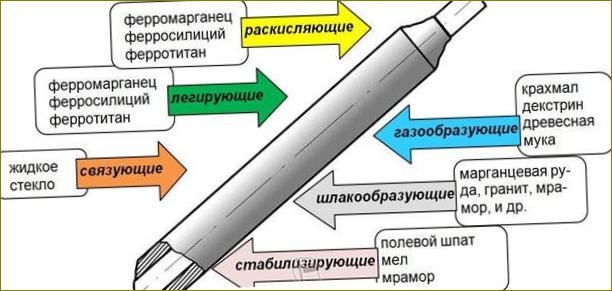
Gázképző alkatrészek
, amelyek melegítés hatására lebomlanak, és kiszorítják a levegőből a gázokat. Ezek közé tartoznak bizonyos ásványi anyagok (márvány, magnezit) vagy szerves anyagok (liszt, keményítő, dextrin).
-Salakosodó alkatrészek
, amely megvédi a kristályos fémet a levegő oxigénjétől. Magas hőmérsékleten salakot képeznek, amely a hegesztés felszínére úszik. Ezek közé tartoznak a szilícium, titán, alumínium, kalcium, mangán stb. oxidjai. Megtalálhatók márványban, gránitban, hematitban, kvarchomokban, ércekben, ilmenit- és rutilkoncentrátumban.
-dezoxidáló összetevők
, amely egyes oxidokat képes visszaállítani a teljes fémmé. A dezoxidánsok közé tartoznak a vasvegyületek – a ferromangán, a ferrotitán és a ferroszilícium.
-Stabilizáló összetevők
, amelyek megkönnyítik a volt ív égését. Megtalálhatóak a márványban, krétában, földpátban, szódabikarbónában, káliumban.
-Ötvöző komponensek
, ami extra szilárdságot és korrózióállóságot biztosít a hegesztésnek. Az elektródbevonatban ötvözetek – ferrokróm, ferrotitán, ferrovanádium – formájában vannak jelen.
Mindezeket az elemeket porrá őrlik és homogén masszává kötik nátrium- vagy kálium-folyékony üveggel.
Egyes bevonóanyagok egynél több funkcióval rendelkeznek. A márvány például gázképző, salakképző és stabilizáló ásvány.
Ezért a hegesztőelektródák különböző típusait a bevonatvastagságuk alapján különböztetik meg:
| Bevont átmérő aránya (D)
elektróda átmérője bevonat nélküli (d) |
Betűrendes megnevezés a GOST 9466-75 szerint | Nemzetközi megnevezés | |
| Vékony bevonat | kevesebb mint 1,2 | ||
| Közepes bevonat | 1,2-1,45 | ||
| vastag bevonat | 1,45-1,8 | R | |
| Extra vastag bevonat | 1.8 felett |
Elektródatípusok
E42A
-UONI-13/45-3.0-UD ———— E432(5)-B 1 0
A jelölés betűk és számjegyek csoportjából áll, amelyet bizonyos jellemzők követnek. Az egyértelműség kedvéért vegyük példának a közös elektródákat ezzel a jelöléssel:
Az első indexek E42A a fogyóeszköz típusát jelzik. Ezekből több is létezik, és ezek megmondják a hegesztőnek, hogy melyik fém milyen elektródával hegeszthető a legjobban.
| Felületi hegesztés | E-10, E-10G3, E-12G4, E-15G5, E-16G2HM, E-30G2HM – ebben a csoportban 38 típus van |
| Szerkezeti szén- és gyengén ötvözött acélok hegesztése | E38, E42, E46, E50, E55, E60, E38, E42, E46, E50, E55, E60 |
| Szén- és gyengén ötvözött acélok hegesztése nagy alakíthatósági és szívóssági követelményekkel | E42A, E46A, E50A |
| Ötvözött szerkezeti acélok hegesztése | E70, E85, E100, E125, E150, E70, E85, E100, E125, E150 |
| Nagyötvözetű szerkezeti acélok hegesztése | ER-12H13, ER-06H13N, ER-10H17T, ER-12H11NMF, ER-12H11NMF, ER-12H11NMF |
| Hőálló acél hegesztés | ER-09M, ER-09MX, ER-09H1M, ER-05H2M, ER-09H2M1, ER-09H1MF, ER-10H1MNBF, ER-10H3M1BF, ER-10H5MF |
Példánkban a típus E42A, ahol:
- E – elektródák RDS-hez.
- A 42-es szám a szakítószilárdság, kg/mm-ben mérve?.
- A – a hegesztett fém megnövekedett képlékenységgel és szívóssággal rendelkezik.
A jelölés ezen részének ismeretében könnyen kiválaszthatja az elektródákat a hegesztés szilárdsága szerint – minél magasabb a szám, annál erősebb a kötés. Például a 42 a mi esetünkben azt jelenti, hogy a hegesztés 1 négyzetmilliméterenként 42 kg terhelést bír el. Ha nagy terhelési ellenállásra van szükség, az „A” előtaggal ellátott fogyóeszközöket a típusban.
Kézi ívhegesztéshez használt elektródák jelölése
A jelölések olvasásának ismerete elengedhetetlen mindenkinek, aki gépekkel dolgozik. Az elektródák alfanumerikus jelöléseket használnak, és minden egyes rész más-más jellemzőket ad. Vegyük például az E46-ANO-4-F-UD E 43 0(2)-P25 jelölést. Ne feledje, hogy minden magára valamit is adó hegesztőnek ismernie kell a kézi ívhegesztéshez használt elektródák osztályozását!
- 46. Típus. Ezt az elektródatípust alacsonyan ötvözött és szénacélokkal való munkára tervezték. A 46-os szám itt a szakítószilárdságot jelzi: 46 kg 1 négyzetmilliméter keresztmetszetre vetítve.
- ANO-4. Ez a rész csak egy márkanév, és nem mond semmit a termék műszaki jellemzőiről.
- . A szimbólum, amely az átmérőt milliméterben jelöli. maga az átmérő máshol van megadva.
- . Azt mutatja, hogy az elektróda hegeszthető alacsony ötvözött és szénacélok, amelyek szakítószilárdsága 451 MPa vagy annál kisebb.
- . A bevonat vastagsága. Amint azt korábban megtudtuk, ez a betű azt jelzi, hogy a bevonat vastag, az elektróda átmérőjének 80%-áig.
- . A nemzetközi szabványok szerint ez a felirat azt jelzi, hogy az elektróda olvasztható és bevonattal ellátott.
- 43. Szakítószilárdság. Ebben az esetben 430 MPa.
- 0. Relatív nyúlás. A nulla itt 20% alatti nyúlásként értelmezhető.
- (2). Minimális hőmérséklet, amelyen a hegesztett fém szívóssága nem kevesebb, mint 34 joule/négyzetcentiméter. Ezen a jelölésen 2 – 0 °C van megadva.
- . A bevonat típusa. Itt van egy rutil bevonat.
- 2.A rúd térbeli helyzete.Bármilyen pozícióból hegeszthet – kivéve a függőleges varratokat felülről lefelé.
- 5. Hegesztési áram és csatlakozás. Ebben az esetben mind az egyen-, mind a váltakozó áram, bármilyen polaritású és 70 V-os üresjárati feszültséggel elfogadható a munkavégzéshez.
Ilyen nagyméretű jelöléseknél nagyon nehéz megjegyezni az egyes szegmensek értékeit, ezért hasznos, ha kézikönyvek állnak rendelkezésre, amelyekben a vonatkozó adatok szerepelnek. Természetesen jobb, ha megjegyzi az elektródák jelölését a kézi ívhegesztéshez, hogy ne pazarolja az időt a referenciaanyagokkal való munkára.
Tanácsadás az elektróda kiválasztásához
Ne feledkezzen meg a biztonsági óvintézkedésekről, a szabadidejében elolvashatja, hogy miért nem szabad hegesztőmaszk nélkül hegesztésre nézni.
Adminisztráció
az alapvető elektródjellemzők ismeretében számos különböző elektróda közül választhatunk, és pontosan azt találhatjuk meg, amire szükségünk van a munkánkhoz. mire kell figyelni a fogyóeszközök kiválasztásakor?
- Hegesztéssel összeillesztendő fém. Leggyakrabban építőipari alacsony széntartalmú acél, amelyhez az OZS-12 és az ANO-4 hazai márkájú elektródák alkalmasak. Ha rozsdamentes acélt akar hegeszteni, akkor az orosz TSL-11 vagy az importált OK 63.34 és OK 61.30.
- A csatlakoztatandó részletek különleges jellemzői. A töltőanyag kiválasztása ettől függ. Ha a felület tiszta, a rutil bevonat a legjobb (MP-3 elektródák); könnyen elektromos ívet hoz létre, alacsony a szórás terjedése, és kezdőknek és gyakorlottaknak egyaránt ajánlott. A cellulóz- és bázisbevonatokat különösen kemény kötésekhez használják, de a hegesztéshez állandó áramra van szükségük. A savas bevonat pórusmentessé teszi a hegesztési varratot, és a rozsdát is leküzdi, de gőzei károsak a hegesztő egészségére.
- A hegesztendő fém vastagsága. Ez határozza meg, hogy milyen elektródaátmérőt válasszon, és mekkora áramot állítson be.
Elektróda-fém arány
A fémvastagság, az elektródaátmérő és az inverter által szolgáltatott áramerősség arányai általában speciális táblázatokban találhatók. Ez a táblázat általában a fogyóeszközök dobozán található. Általánosságban az összefüggés a következő:
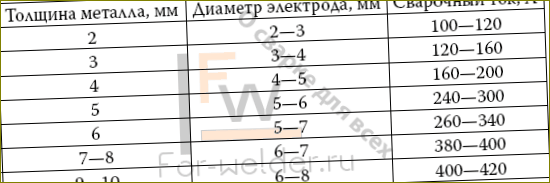
- 50A-ig (otthoni inverterek) 1-2 mm vastagságú fémeket hegeszthet 1-2 mm átmérőjű elektródákkal;
- A 80A-val 3 mm vastagságú munkadarabokat hegeszthet, és az elektróda átmérője is 3 mm lesz;
- 100-200A esetén 4 mm átmérőjű elektródákkal legfeljebb 8 mm vastagságú fém hegeszthető;
- 160-200A (félprofesszionális transzformátor) lehetővé teszi 9-12 mm vastagságú alkatrészek hegesztését 5 mm-es rudakkal;
- 250-350A (professzionális készülék) és elektródák 8 mm átmérőjű hegesztőelektródák 16 mm-nél vastagabb munkadarabokat hegesztenek.
Elektróda osztályok
E42A-UONI-13/45
-3.0-UD ———— E432(5)-B 1 0
A fokozatot a GOST határozza meg, vagy a gyártó külön szabadalmaztatja, ha a jelölése eltér az általánosan elfogadott szabványoktól. A fogyóeszközök tervezett felhasználását jelzi. A szabványos GOST-osztályok a következők:
- ANO-4, -6, -17, -21, -24, -36, -37, -27, UONI 13/45, 13/55, MP-3, -5, TMU-21U, BH-48 – alacsonyan ötvözött és szénacélok hegesztéséhez.
- OZL-6, -8, -17U, -9A, -25B, ZIO-8, ANZHR-3U, -13, NII-48G – magasan ötvözött acélok hegesztéséhez.
- Cr-4, Cr-2 – öntöttvas hegesztéséhez.
- T-590, -620, -6L, -12M, EN-60M, OZN-400 – betéthegesztéshez.
- CM-7S, OK-46, ANO-1, OZS-3, OZS-12 – víz alatti hegesztéshez.
Néhány gyártó saját elektróda minőséget hozott létre mindezen eljárásokhoz, és szabadalmaztatott elnevezésekkel rendelkezik. A legelterjedtebb az ESAB OK.
Elektróda átmérő
E42A-UONI-13/45-3.0
– ———— 432(5)- 1 0
Ezután a jelölésen a fémrúd átmérőjét írják fel. Milliméterben megadott érték, tizedesvesszővel elválasztva. Az elektróda keresztmetszetét a hegesztendő munkadarabok vastagsága és a hegesztési áram alapján választják ki. A túl vékony elektródák gyorsan kiégnek és szétfröcskölik a töltőanyagot, a túl vastag elektródák pedig további ellenállást hoznak létre, és a hegesztés minősége rossz lesz a sekély behatolási mélység miatt.
Az elektródák kijelölése
E42A-UONI-13/45-3.0-
E ———— E432(5)-B 1 0
Ez egy másik olyan elem, amely bizonyos fémek és ötvözetek hegesztésére való alkalmasságot jelez, mint az elektródatípusok esetében:
- B – magasan ötvözött acélok hegesztése.
- T – hőálló ötvözet hegesztése.
- L – szerkezeti acélok hegesztése, amelyekben ötvözött elemek vannak jelen.
- H – csak réteghegesztéshez használatosak.
- – alacsonyan ötvözött és szénacélok hegesztése.
Bevonatvastagság tényező
E42A-UONI-13/45-3.0-UD
———— E432(5)-B 1 0
A bevonat azért szükséges, hogy megvédje a hegesztési medence folyékony fémét a külső környezettel való kölcsönhatástól. a bevonat megolvad az ív égésekor és a rúd megolvad. minél vastagabb a bevonat, annál több védőgáz szabadul fel. A bevonat vastagságát egy betű jelzi az elektróda jelölésén:
- M – vékony.
- C – közepes.
- D – nagyon vastag (a lehető legvastagabb).
- D – vastag.
A hegesztő fogyóanyagok típusai
A kézi ívhegesztésnél használt elektródák a következőkre oszthatók:
- Nem fogyasztható.
különböző típusú tűzálló anyagokból: volfrám, grafit, szén, stb. A hegesztőív begyújtására és megőrzésére tervezték. A munkadarabok illesztéseit egy adalékanyaggal töltik ki, amelyet kézzel felhordott fogyóanyaggal hoznak létre, amely megolvad.
- Elektródák olvasztása.
Ez a fajta elektróda megolvad a hegesztési műveletek során a szerkezet felületén. Acélból, öntöttvasból, rézből vagy más fémből készültek. A nyersanyag pontos típusa az anyagtól függ. A mag adalékanyagként, valamint katódként vagy anódként működik. Bevont vagy bevonat nélküli elektródákként kaphatók.
Index csoport
Néha a vízszintes sáv alatt egy további szimbólummal is megjelölik őket.
E42A-UONI-13/45-3.0-UD ———— E432(5)
– 1 0
4. indexcsoport
a hegesztés korrózióállóságát jelzi. Összesen öt fokozat van (0/2/3/4/5) – minél magasabb a szám, annál jobb. ebben a példában a 4-es szám, amely a későbbi működés során a rozsda elleni magas fokú védelmet jelzi.
3. ábra
az a maximális hőmérséklet, amelyen a kötés hőállósága megmarad. Összesen 9 lehetőség van, ebből 1 500 fok, 9 pedig 850 fok felett. A mi esetünkben 3 – hegesztési varratok ellenállnak a hőnek akár 560-600? C tulajdonságok elvesztése nélkül.
2. számjegy
– a hegesztés üzemi hőmérsékleti határértéke. 9 szintje is van, 600 és 1100 fok közötti értékkel. Példánkban a 2 pont 650-es határértékre mutat? C, amely után a fémben változások kezdenek bekövetkezni.
A zárójelben szereplő érték (5) a ferritfázis mennyisége a hegesztési varratban. Az index 8 szintre van osztva, a százalékos arányok 0-tól kezdve.5-4.0% és 10-20% között. Az 5-ös indexünknél a ferritfázis-tartalom 2 és 8 között változik.0 és 8 között.0%.
Ez a mutatócsoport egyszerre több jellemzőt is jelez. Általában az alacsony ötvözetű és ötvözött fémekkel való használatra szánt elektródák csomagolásán szerepel.
Hol és hogyan használják a hegesztőelektródákat?
A hegesztőelektródákat mind a háztartási építkezésben, mind a masszív ipari tárgyak építésében használják.
Mindkét esetben általában ugyanolyan típusú fogyóeszközöket használnak.
Ezeket mindig egy adott hegesztőgéphez vásárolják, figyelembe véve a felhasználási feltételeket és a technológiai paramétereket.
A hegesztés során a pálcák megolvadnak és megolvasztják a fémelemek kötéseit, aminek következménye az utóbbiak erős molekuláris kötése.

A hegesztőelektródák a következőkhöz használhatók:
- Két fémrész ragasztása. Elvileg ez a fő funkciójuk.
- Repedés hegesztés.
- Fémszerkezetek és egyedi elemek vágása.
A hegesztőelektródákat gyakran használják különböző alkatrészek felszínre hozására is, amelyek a működés során elhasználódtak és elvesztették eredeti geometriai méreteiket.
A hegesztőpálcák típusuktól függően különböző pozíciókban használhatók:
- A hegesztési varrat alsó pozíciója – akkor használatos, ha a varratnak nincsenek különleges követelményei. Ez tekinthető a legtermékenyebb és legoptimálisabb módszernek. Az elektróda függőlegesen, az összekötendő felületek pedig vízszintesen helyezkednek el.
- Vízszintes pozícionálás – vízszintes hegesztés, vízszintes elektróda pozíció, a hegesztendő elemek függőleges pozíciója.
- Vertikális – függőleges hegesztés, a hegesztendő elemek függőleges elhelyezése, az elektróda vízszintes elhelyezése.
- mennyezet – az elektróda függőleges elhelyezése, az összekötendő elemek vízszintes elhelyezése. Ez a legnehezebben hegeszthető, mert a hegesztő alulról hegeszti, és az olvadt anyag így ki tud folyni a medencéből.
Többek között a „hajóhegesztés”.
Itt a hegeszthető elemek egymáshoz képest szögben vannak elhelyezve.
Elsősorban az alsó hegesztési pozícióban hegesztenek, így nagyobb hegesztési sebességet tesznek lehetővé.
Ami magának az elektródának a pozícionálását illeti, a hegesztéshez képest 90 fokos szögben, vagy 30-60 fokos előre vagy hátra dőléssel lehet elhelyezni.
A bevonat típusa
E42A-UONI-13/45-3.0-UD ———— E
432(5)-
1 0
A jelölés második sorának elején lévő E betű olvadó elektródát jelöl, amely az elektromos ív hőmérsékletén ég el. A burkolat típusát pedig a B betű jelzi. Négy fő változat és ezek keveréke is létezik:
- A – ez a savas bevonat megnevezése. Az ezzel a jelöléssel ellátott elektródákat minden térbeli helyzetben történő munkavégzésre gyártják egyen- és váltakozó áram mellett. De a felülről lefelé történő hegesztés rossz. Nem alkalmas magas szén- vagy kéntartalmú fémek illesztésére; a hegesztési varrat fröccsenését és repedezését okozza.
- B – alapbevonat, fordított polaritású egyenárammal történő hegesztésre tervezve. alkalmas vastag munkadarabok összeillesztésére.
- A P a rutil burkolat szimbóluma. Az elektródák bármely térbeli helyzetben működtethetők váltó- vagy egyenáramú áramforrással, de a függőleges, felülről lefelé történő hegesztés rosszul alkalmazható.
- C – cellulóz bevonat. A fogyóeszközöket acélszerkezeti munkákhoz használják, tökéletesen hegesztenek minden térbeli pozícióban egyen- és váltakozó áram esetén. De megnövekedett a fröccsenésveszteség.
- RB, AC – a bevonatok vegyes változatai. Optimális alsó és függőleges csőpozíciókban történő hegesztéshez. Alacsony fogyasztás biztosítása.
A jelölés teljesítéséhez az elektródot bizonyos arányban vegyszerekkel kell bevonni. Ezek lehetnek: kvarc homok, kaolin, márvány, mangánérc, titán koncentrátum, kréta stb. az olvadt bevonatból származó gáz reagál a hegesztőmedencével, és bizonyos tulajdonságokat kölcsönöz a hegesztésnek. Ez a folyamat az ív égése közben és az ív kialvása után zajlik, miközben új kristályrács alakul ki.
Videó leírása
Elektródjelölés dekódolása.
Az alábbiakban ismertetjük az elektródaelemek osztályozását, célját és tulajdonságait.
A fémrúd célja, hogy az anyagot a munkadarab adott pontjához hegeszti, ahol a munkadarabot összeillesztik. Az elektróda fő része arra szolgál, hogy az áramot önmagán keresztül vezesse. A fogyóeszköz vége megolvad, amikor a hegesztőív megemelkedett hőmérsékletének van kitéve. Amikor az elektróda vége megolvad, az olvadt szerkezettel összetartó egységet képez.
Miből áll egy fúziós elektróda
A hegesztő elektróda egyszerű szerkezetű. Fő alkotóeleme – a rúd, speciális bevonattal a külsején. A hegesztendő anyaggal érintkező és megolvadó véget köpeny nélkül készítik el.
Térbeli helyzet
Jelzi, hogy az elektródákat a térben milyen pozíciókhoz tervezték. A jelölés ezen részének figyelmen kívül hagyása rossz behatoláshoz, égési sérülésekhez, fokozott fémfogyasztáshoz vezet a fröccsenéshez és a csepegéshez. Az indexnek összesen négy változata van:
E42A-UONI-13/45-3.0-UD ———— E432(5)-B 1
0
- univerzális minden pozícióra (mint a példánkban).
- A függőleges, felülről lefelé irányuló összes pozíció kivételével.
- optimálisan hegeszteni vízszintesen egy függőleges felületen. Nem alkalmas mennyezeti hegesztéshez.
- alsó szögek, T-csuklók és hagyományos csuklók esetén.
Az alapvető wraparound
Ismert, hogy kalciumsókat – karbonátot és fluoridot – tartalmaznak. Alacsony hidrogéntartalma előnyösnek tekinthető. A főbb köpenyes elektródák jellemző képviselői az UNIONI következő termékei. A bevonatuk kiváló minőségű illesztést biztosít – mind a megjelenés, mind a műszaki tulajdonságok tekintetében: képlékenység, szilárdság, ütésállóság…
Ezek az elektródák nem képeznek kristályos repedéseket a hegesztés belsejében, ezért a szakemberek igényes hegesztési munkákhoz és olyan termékekhez ajánlják őket, amelyek kemény környezeti hatásoknak vannak kitéve. Bármilyen helyzetben, de függőlegesen használhatóak.
Mindenkinek más a célja, amikor hegesztő elektródát választ. Először érdemes megnézni az osztályozást és jelöléseket, mert ezek segítenek meghatározni a típust. Fontosnak tartod a megbízhatóságot? Akkor a népszerű gyártók közül válassz. Ha szeretnél még több információt megtudni, mindenképpen ajánlom a 50 fotót tartalmazó dokumentációt. Sok sikert a választáshoz!
Az elektróda kiválasztásánál fontos figyelembe venni az osztályozást és a jelöléseket, valamint a megbízhatóságot. Ha fontos számodra a megbízhatóság, akkor a népszerű gyártók termékeit érdemes választani. Ha további információra van szükséged, javaslom a 50 fotót tartalmazó dokumentáció tanulmányozását. Sok sikert a választáshoz!